Perlengkapan pipa las pantat mewakili tulang punggung sistem perpipaan modern di berbagai industri mulai dari minyak dan gas hingga manufaktur farmasi. Komponen yang direkayasa secara presisi ini memungkinkan perubahan arah, sambungan cabang, transisi ukuran, dan terminasi saluran sambil menjaga integritas struktural dan kemampuan menahan tekanan dari jaringan pipa yang dilas. Tidak seperti sambungan berulir atau flensa, sambungan las butt menghasilkan sambungan permanen dan anti bocor melalui pengelasan fusi, sehingga menawarkan kekuatan unggul, penurunan tekanan minimal, dan peningkatan keandalan dalam kondisi servis yang berat. Memahami berbagai jenis alat kelengkapan las butt, aplikasi spesifiknya, standar dimensi, dan kriteria pemilihan sangat penting bagi para insinyur, perancang, dan perakit yang bekerja untuk menciptakan sistem perpipaan yang aman dan efisien.
Siku Las Butt untuk Perubahan Arah
Siku merupakan alat kelengkapan las butt yang paling umum digunakan, memungkinkan sistem perpipaan mengubah arah sambil menjaga kontinuitas aliran dan kekuatan struktural. Perlengkapan ini tersedia dalam berbagai sudut, jari-jari, dan konfigurasi untuk mengakomodasi kebutuhan perutean dan spesifikasi kinerja yang berbeda. Siku standar 90 derajat mengubah arah aliran dengan sudut kanan dan mewakili pekerja keras dalam perubahan arah perpipaan. Siku ini hadir dalam dua konfigurasi radius utama: radius panjang (LR) dan radius pendek (SR). Siku radius panjang memiliki radius garis tengah yang sama dengan 1,5 kali diameter pipa nominal, memberikan perubahan arah aliran yang lebih lembut yang meminimalkan penurunan tekanan dan erosi—menjadikannya pilihan utama untuk sebagian besar aplikasi.
Siku radius pendek, dengan radius garis tengah sama dengan diameter pipa nominal, menghasilkan perubahan arah yang lebih kompak yang berguna jika keterbatasan ruang mencegah pemasangan radius panjang. Namun, tikungan yang lebih sempit menyebabkan penurunan tekanan yang lebih tinggi dan peningkatan turbulensi, yang berpotensi menyebabkan erosi pada layanan berkecepatan tinggi atau abrasif. Siku 45 derajat memberikan perubahan arah yang lebih lembut dibandingkan fitting 90 derajat, sering kali digunakan berpasangan untuk membuat putaran 90 derajat dengan penurunan tekanan lebih rendah dibandingkan siku 90 derajat tunggal. Sudut khusus lainnya termasuk 22,5 derajat dan sudut khusus dapat diproduksi untuk aplikasi spesifik, meskipun perlengkapan standar 45 dan 90 derajat menawarkan ketersediaan yang lebih baik dan biaya yang lebih rendah.
Metode Pembuatan Siku
Siku las pantat diproduksi melalui beberapa proses, masing-masing mempengaruhi sifat pemasangan dan kesesuaian untuk aplikasi yang berbeda. Siku mulus, dibentuk oleh pembengkokan pipa mulus panas atau dingin, menawarkan ketebalan dinding yang seragam dan tidak ada jahitan memanjang, menjadikannya ideal untuk layanan bertekanan tinggi dan kritis. Siku las, dibuat dari pelat atau pipa las, mengandung lapisan las memanjang yang harus diperhatikan dalam desain dan orientasi selama pemasangan. Siku bengkok mandrel, dibuat dengan membengkokkan pipa lurus di atas mandrel yang membentuk, memberikan konsistensi dimensi yang sangat baik tetapi mungkin menunjukkan penipisan dinding pada ekstrados (jari-jari luar) dan penebalan pada intrados (jari-jari dalam) yang harus diperhitungkan dalam perhitungan tegangan.

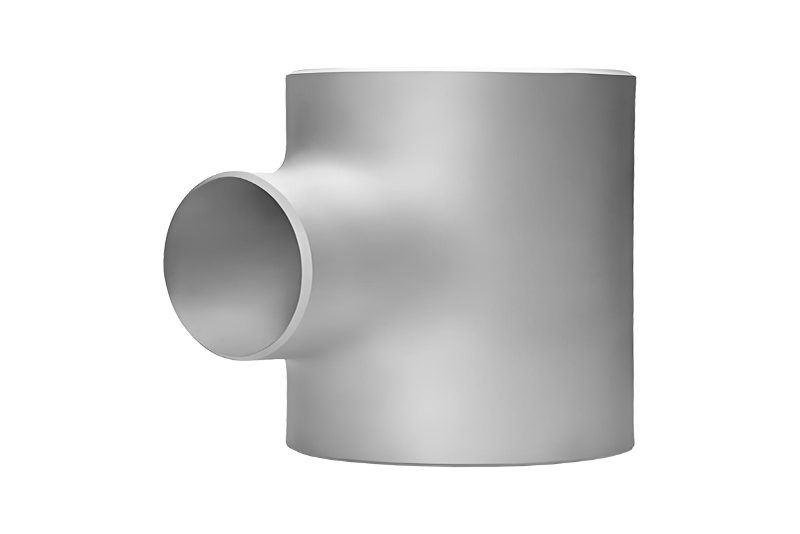
Tee dan Perlengkapan Silang untuk Sambungan Cabang
Fitting tee memungkinkan sambungan cabang dalam sistem perpipaan, menciptakan sambungan tiga arah di mana aliran dapat terpecah atau bergabung. Tee lurus, juga disebut tee sama, memiliki diameter yang identik pada ketiga bukaan, memungkinkan pipa berukuran sama berpotongan pada sudut siku-siku. Konfigurasi ini cocok untuk aplikasi dimana aliran terbagi sama rata atau dimana jalur cabang dan jalur memiliki laju aliran yang sama. Tee pereduksi menggabungkan outlet cabang berdiameter lebih kecil sambil mempertahankan sambungan run berdiameter sama, mengakomodasi jalur cabang dengan kebutuhan aliran lebih rendah tanpa memerlukan perlengkapan peredam terpisah. Saluran keluar yang diperkecil dapat berbentuk konsentris (terpusat) atau eksentrik (offset), dengan konfigurasi eksentrik mencegah akumulasi cairan pada garis cabang horizontal.
Perlengkapan silang, meskipun kurang umum dibandingkan tee, menyediakan persimpangan empat arah di mana dua pipa tegak lurus berpotongan. Fitting ini mengalami pola tekanan yang kompleks di bawah tekanan dan beban termal, membuatnya lebih mahal dan umumnya kurang disukai dibandingkan menggunakan beberapa fitting tee. Namun, persilangan memberikan solusi hemat ruang untuk geometri tertentu dan terkadang diperlukan dalam instalasi kompak. Baik tee maupun cross tersedia dalam berbagai jadwal dan peringkat tekanan untuk disesuaikan dengan spesifikasi pipa penghubung, memastikan ketebalan dinding yang konsisten dan kemampuan menahan tekanan di seluruh sistem perpipaan.
| Tipe Pemasangan | Konfigurasi | Aplikasi Utama | Keuntungan Utama |
| Kaos Lurus | Outlet berdiameter sama | Distribusi aliran yang merata | Peringkat tekanan seragam |
| Mengurangi Tee | Outlet cabang berkurang | Koneksi jalur cabang | Solusi pas tunggal |
| Tee Sisi | cabang 45 derajat | Transisi aliran lebih lancar | Penurunan tekanan yang lebih rendah |
| Salib | Persimpangan empat arah | Persimpangan tegak lurus | Efisiensi ruang |
Pengurang untuk Transisi Ukuran Pipa
Reducer memfasilitasi transisi antara diameter pipa yang berbeda, memungkinkan optimalisasi kecepatan aliran dan biaya perpipaan di seluruh sistem. Pereduksi konsentris mempertahankan garis tengah yang sama antara ukuran pipa yang lebih besar dan lebih kecil, menciptakan bentuk kerucut yang simetris. Konfigurasi ini bekerja dengan baik untuk perpipaan vertikal atau layanan gas di mana menjaga keselarasan garis tengah adalah hal yang penting dan akumulasi cairan tidak menjadi masalah. Perubahan diameter bertahap pada peredam konsentris meminimalkan turbulensi dan penurunan tekanan, sehingga cocok untuk sebagian besar aplikasi transisi ukuran jika geometri memungkinkan.
Peredam eksentrik memiliki fitur garis tengah offset dengan satu sisi fitting tetap datar atau paralel, mencegah akumulasi cairan pada titik tinggi atau kantong uap pada titik rendah pada pipa horizontal. Memasang peredam eksentrik dengan sisi datar di atas pada garis cairan horizontal mencegah pembentukan kantong gas yang dapat menyebabkan gangguan aliran atau kavitasi. Sebaliknya, pemasangan sisi datar pada saluran gas horizontal mencegah akumulasi cairan yang dapat menimbulkan masalah aliran slug atau korosi. Konfigurasi eksentrik juga memfasilitasi pengurasan selama pemeliharaan dengan menghilangkan titik rendah dimana cairan dapat terperangkap.
Pertimbangan Desain Peredam
Sudut pengurangan diameter peredam mempengaruhi penurunan tekanan dan karakteristik aliran. Peredam standar biasanya memiliki sudut antara 15 dan 30 derajat, menyeimbangkan panjang pemasangan yang ringkas dengan kehilangan tekanan yang dapat diterima. Sudut yang lebih curam menghasilkan fitting yang lebih pendek namun meningkatkan turbulensi dan penurunan tekanan, sedangkan sudut yang lebih bertahap memerlukan fitting yang lebih panjang namun menghasilkan transisi aliran yang lebih mulus. Untuk aplikasi kritis yang melibatkan kecepatan tinggi atau layanan erosif, peredam khusus dengan pengurangan bertahap dapat ditentukan untuk meminimalkan gangguan aliran. Ketebalan dinding peredam biasanya sesuai dengan ketebalan kedua pipa penghubung untuk memastikan kekuatan yang memadai di seluruh zona transisi.
Batasan untuk Pengakhiran dan Penutupan Jalur
Tutup las butt memberikan penutupan permanen pada ujung-ujung pipa, menciptakan terminasi kedap tekanan untuk saluran buntu, terminasi sementara selama konstruksi bertahap, atau sambungan peralatan permanen. Alat kelengkapan berbentuk kubah ini mendistribusikan beban tekanan secara efisien melalui geometri lengkungnya, sehingga mencapai tingkat tekanan yang sama seperti pipa penghubung dengan menggunakan bahan yang relatif tipis. Bentuk penutup hemisferis atau elips memberikan rasio kekuatan terhadap berat yang unggul dibandingkan penutup datar, menjadikannya pilihan yang lebih disukai untuk terminasi yang mengandung tekanan.
Tutup tersedia dalam berbagai bentuk kepala termasuk hemisferis, elips (2:1), dan torisferis, masing-masing menawarkan rasio kedalaman terhadap diameter dan efisiensi yang mengandung tekanan berbeda. Tutup hemisferis memberikan geometri terkuat namun memerlukan profil terdalam, sedangkan tutup elips dan torisferis menawarkan solusi yang lebih ringkas dengan tingkat tekanan yang sedikit lebih rendah. Untuk aplikasi yang memerlukan akses sering atau potensi perluasan di masa mendatang, penutup flensa dengan flensa buta mungkin lebih praktis dibandingkan tutup las butt permanen, meskipun dengan biaya awal yang lebih tinggi dan potensi kebocoran yang meningkat.
Ujung Rintisan dan Kelengkapan Sambungan Lap
Ujung rintisan, juga disebut ujung rintisan sambungan pangkuan, adalah alat kelengkapan las butt khusus yang dirancang untuk bekerja dengan flensa sambungan pangkuan dalam menciptakan sambungan flensa semi permanen. Ujung rintisan dilas ke pipa sambil memberikan suar yang terpancar yang menempel pada flensa sambungan pangkuan yang longgar. Konfigurasi ini menawarkan beberapa keunggulan dibandingkan flensa leher las tradisional, khususnya pada sistem yang menggunakan bahan pipa paduan yang mahal. Ujung rintisan, dibuat dari paduan tahan korosi yang sama dengan pipa, menyediakan semua kontak permukaan yang dibasahi, sedangkan flensa sambungan pangkuan non-kontak dapat dibuat dari baja karbon murah, sehingga mengurangi biaya material secara signifikan.
Ujung rintisan memudahkan penyelarasan selama pemasangan karena flensa sambungan pangkuan dapat berputar bebas pada ujung rintisan, menyederhanakan penyelarasan lubang baut dengan flensa kawin. Fitur ini terbukti sangat berguna ketika memasang pipa yang panjang atau membuat sambungan ke peralatan tetap di mana penyelarasan rotasi yang tepat sulit dilakukan. Sambungan las butt antara ujung stub dan pipa dapat diperiksa secara radiografi dengan lebih mudah dibandingkan las fillet yang digunakan dengan flensa las slip-on atau soket, sehingga memberikan jaminan kualitas yang lebih tinggi untuk layanan kritis. Namun, biaya rakitan flensa ujung rintisan dan sambungan pangkuan dua bagian lebih mahal daripada flensa leher las yang setara bila kedua komponen menggunakan bahan yang sama, sehingga membatasi aplikasi pada situasi di mana penghematan biaya bahan atau keunggulan penyelarasan membenarkan peningkatan biaya pemasangan.
Standar dan Spesifikasi Dimensi
Perlengkapan las butt diproduksi dengan berbagai standar dimensi yang memastikan kompatibilitas dengan ukuran pipa standar dan jadwal ketebalan dinding. ASME B16.9 mencakup alat kelengkapan pengelasan butt baja tempa buatan pabrik, menetapkan dimensi, toleransi, dan peringkat tekanan-suhu untuk ukuran NPS 1/2 hingga NPS 48. Standar ini mendefinisikan dimensi pemasangan termasuk jarak pusat ke ujung untuk siku, dimensi pusat ke pusat dan ujung ke ujung untuk tee dan salib, dan panjang tatap muka untuk reduksi dan penutup. MSS SP-75 memberikan spesifikasi untuk fitting las butt tempa dengan pengujian tinggi, yang mencakup jenis fitting yang sama dengan sifat mekanik yang ditingkatkan untuk kondisi servis yang berat.
Standar ini menetapkan jadwal ketebalan dinding yang sesuai dengan jadwal pipa standar (Jadwal 10 hingga XXH), memastikan bahwa alat kelengkapan mempertahankan peringkat tekanan yang konsisten dengan pipa penghubung. Standar ini juga menentukan rentang toleransi untuk dimensi kritis, batas ovalitas, dan persyaratan kelurusan yang memastikan kesesuaian yang tepat selama pengelasan dan perakitan sistem. Untuk ukuran, bahan, atau konfigurasi yang tidak tercakup dalam spesifikasi standar, perlengkapan khusus dapat diproduksi sesuai kebutuhan spesifik proyek, meskipun dengan biaya lebih tinggi dan waktu pengerjaan lebih lama dibandingkan item katalog standar.
Spesifikasi Bahan
Perlengkapan las butt tersedia dalam rangkaian lengkap bahan perpipaan termasuk baja karbon, baja tahan karat, baja paduan, paduan nikel, titanium, dan bahan khusus lainnya. Spesifikasi material umum mencakup ASTM A234 untuk fitting baja karbon dan paduan, ASTM A403 untuk fitting baja tahan karat austenitik tempa, dan berbagai standar ASTM lainnya untuk kelompok material tertentu. Pemilihan material bergantung pada kondisi layanan termasuk suhu, tekanan, lingkungan korosif, dan kompatibilitas dengan cairan proses. Kelengkapan harus sesuai atau melebihi spesifikasi pipa penghubung untuk memastikan ketahanan korosi dan sifat mekanik yang konsisten di seluruh sistem perpipaan.
Perlengkapan Las Butt Tujuan Khusus
Selain siku, tee, reduksi, dan penutup standar, alat kelengkapan las butt khusus memenuhi kebutuhan perpipaan yang unik. Lateral, juga disebut tee lateral atau fitting wye, memiliki sambungan cabang pada sudut 45 derajat, bukan cabang tegak lurus tee standar. Konfigurasi ini memberikan transisi aliran yang lebih mulus untuk lepas landas cabang, mengurangi penurunan tekanan dan erosi dibandingkan tee 90 derajat. Tee lateral sangat berharga dalam layanan kecepatan tinggi atau ketika meminimalkan kehilangan tekanan merupakan hal yang sangat penting, meskipun geometri khusus membuatnya lebih mahal dibandingkan tee standar.
Swage Nipple, juga disebut reduksi swage atau unequal nipel, menggabungkan fungsi peredam dengan pipa pendek dalam satu fitting. Komponen-komponen ini bertransisi antar ukuran pipa dalam jarak yang sangat pendek, berguna jika keterbatasan ruang menghalangi pemasangan peredam standar. Pelana atau alat kelengkapan saluran keluar berkontur menyediakan sambungan cabang yang diperkuat untuk aplikasi saluran keluar fabrikasi, mengelas ke pipa run untuk membuat bukaan cabang tanpa alat kelengkapan tee terpisah. Sambungan fabrikasi ini menawarkan fleksibilitas dalam penentuan posisi dan sudut cabang, namun memerlukan prosedur pengelasan dan inspeksi khusus untuk memastikan kekuatan yang memadai dan konstruksi anti bocor.
Persyaratan Persiapan Akhir dan Beveling
Persiapan akhir yang tepat sangat penting untuk mencapai pengelasan butt yang baik saat memasang alat kelengkapan ini. Perlengkapan las butt standar dilengkapi dengan ujung miring yang disiapkan untuk pengelasan sesuai dengan spesifikasi ASME B16.25. Sudut kemiringan standar 37,5 derajat (menciptakan sudut 75 derajat saat dua ujung miring disambung) memberikan bukaan akar yang memadai dan sudut alur yang sesuai untuk penetrasi las yang lengkap menggunakan berbagai proses pengelasan. Permukaan akar, biasanya berukuran 1,6 mm (1/16 inci), menyediakan pendaratan untuk celah akar dan membantu mencegah terbakar selama pengelasan awal.
Penyelarasan dan kontrol celah yang tepat selama pemasangan memastikan kualitas las dan integritas sistem. Bukaan akar antara komponen yang dipasang biasanya berkisar antara 1,6 mm hingga 3,2 mm tergantung pada proses pengelasan, ketebalan dinding pipa, dan preferensi tukang las, dengan celah yang konsisten di sekeliling keliling memastikan masukan dan penetrasi panas yang seragam. Ketidaksejajaran antara garis tengah fitting dan pipa harus diminimalkan, dengan sebagian besar peraturan membatasi offset hingga 1,6 mm atau 1/8 dari ketebalan dinding, mana saja yang lebih kecil. Ketidaksejajaran yang berlebihan menciptakan konsentrasi tegangan dan titik kegagalan potensial, terutama pada layanan siklik dimana terjadi pembebanan kelelahan.
Kriteria Seleksi untuk Perlengkapan Las Butt
Memilih alat kelengkapan las butt yang tepat memerlukan evaluasi beberapa faktor di luar kompatibilitas dimensi sederhana. Kondisi servis termasuk tekanan, suhu, karakteristik fluida, dan laju aliran menentukan kelas tekanan yang diperlukan dan pemilihan material. Layanan korosif atau erosif mungkin memerlukan material yang ditingkatkan atau jadwal dinding yang lebih tebal untuk memastikan masa pakai yang memadai. Karakteristik aliran mempengaruhi pemilihan geometri fitting—layanan kecepatan tinggi mendapat manfaat dari siku berradius panjang dan peredam bertahap untuk meminimalkan penurunan tekanan dan erosi, sementara instalasi kompak mungkin memerlukan siku berradius pendek meskipun kehilangan tekanan lebih tinggi.
- Peringkat tekanan dan suhu: Sesuaikan atau lampaui kondisi desain maksimum dengan margin keselamatan yang sesuai
- Kompatibilitas material: Pastikan ketahanan terhadap korosi dan sifat mekanik sesuai dengan cairan proses dan kondisi pengoperasian
- Jadwal dan ketebalan dinding: Pertahankan ketebalan dinding yang konsisten di seluruh sistem untuk mendapatkan peringkat tekanan yang seragam
- Kepatuhan kode: Pastikan perlengkapan memenuhi kode perpipaan yang berlaku seperti ASME B31.1, B31.3, atau persyaratan khusus yurisdiksi lainnya
- Dokumentasi kualitas: Dapatkan laporan pengujian pabrik, sertifikasi material, dan laporan inspeksi dimensi untuk layanan penting
- Pertimbangan ekonomi: Seimbangkan biaya pemasangan awal dengan tenaga kerja pemasangan, perkiraan masa pakai, dan persyaratan pemeliharaan
Praktik Terbaik Instalasi dan Kontrol Kualitas
Pemasangan sambungan las butt yang berhasil memerlukan kepatuhan terhadap praktik yang telah terbukti yang menjamin kualitas sambungan dan integritas sistem. Penyimpanan pemasangan yang tepat melindungi ujung miring dan permukaan internal dari kerusakan, korosi, dan kontaminasi sebelum pemasangan. Kelengkapan harus diperiksa secara visual sebelum pemasangan untuk memverifikasi kesesuaian dimensi, memeriksa cacat permukaan, dan memastikan penandaan tingkat material yang tepat. Pembersihan permukaan internal dan area persiapan las menghilangkan minyak, kotoran, kerak pabrik, dan kontaminan lainnya yang dapat menurunkan kualitas las atau memasukkan zat pemicu korosi ke dalam sistem.
Spesifikasi prosedur pengelasan (WPS) dan kualifikasi tukang las yang sesuai dengan bahan, ketebalan dinding, dan kondisi servis harus diverifikasi sebelum pengelasan dimulai. Persyaratan pemanasan awal untuk baja karbon dan baja paduan harus dihitung dan diterapkan untuk mencegah retak akibat hidrogen dan memastikan keuletan las yang memadai. Perlakuan panas pasca-pengelasan mungkin diperlukan untuk sambungan berdinding tebal, material tertentu, atau kondisi servis tertentu untuk menghilangkan tegangan sisa dan memulihkan sifat material yang terpengaruh oleh pengelasan. Pemeriksaan non-destruktif termasuk radiografi, pengujian ultrasonik, atau metode lain memverifikasi kualitas las dan mendeteksi cacat yang dapat membahayakan integritas sistem.
Memahami beragam jenis alat kelengkapan pipa las butt, karakteristik spesifiknya, serta pemilihan dan praktik pemasangan yang tepat memungkinkan para insinyur dan perakit menciptakan sistem perpipaan yang andal dan efisien. Dari siku yang ada di mana-mana yang memungkinkan perubahan arah hingga ujung stub khusus yang memfasilitasi sambungan flensa yang hemat biaya, setiap jenis fitting memiliki fungsi spesifik dalam keseluruhan jaringan perpipaan. Perhatian terhadap standar dimensi, spesifikasi material, persyaratan persiapan akhir, dan praktik terbaik pemasangan memastikan bahwa komponen penting ini bekerja dengan andal sepanjang masa pakainya, menjaga keamanan sistem dan efisiensi operasional di banyak aplikasi industri.

 17-11-2025Baca Lebih Lanjut
17-11-2025Baca Lebih Lanjut 17-11-2025Baca Lebih Lanjut
17-11-2025Baca Lebih Lanjut